The following information was printed in the third quarter 1996 issue of the Central Headlight, the newsletter of the New York Central System Historical Society. It was published in the form of an answer in the Tack Board, a general research question and answer column. The column is edited by Bob Cosgrove, who has been very active in the Society for many years, and this answer is the result of his research.
The answer is reproduced here with his permission; any further citation or reproduction should be done only with his expressed permission (see the address at the end of the article). The information here is (c) 1996 the NYCSHS.
Please excuse the quality of the drawings; I will try to get them rescanned in the future. Any problems or typographical errors should be reported to me.
Steel & Iron Wheels
Our sources are the Association of American Railroads (AAR) Wheel
and Axle Manual the 1942 4th Edition, 1968 9th Edition, and the 1987 14th
Edition. These recommended practices were first adopted in 1928. Our other
sources include John H. White Jr.'s The American Railroad Passenger Car,
The John Hopkins Press, Baltimore, 1978; and the 1940 Car Builders' Cyclopedia
of American Practice, Simmons-Boardman Publishing, New York City. Charlie
Smith, Lans Vail and Richard Borsos provided additional information.
In 1942, cast iron, cast steel and wrought steel wheels were used under locomotives, freight and passenger cars. Prior to 1941 there were approximately 500 different designs and compositions of wrought steel wheels in use, exclusive of modifications for roller bearings. Through standardization this had been reduced to 58 by 1942. Wheel diameters then ranged from 28 to 50 inches.
Over the past 150 years freight car wheels predominantly have been 33 inches in diameter. Since about 1960 TTX bi-level and TOFC piggyback cars have used 28 inch wheels due to their heights. All modern 100-ton capacity cars have been equipped with 36-inch wheels. Traditionally passenger car wheels have been 36-inch, and the majority of these since the 1920s have been wrought steel.
By 1967 there were 29 standard designs of wrought steel and 12 of cast steel. However, there were 39 "temporary standard" wrought steel designs covering wheels retained on existing equipment. This further reduction in the number of designs from 1942 resulted in considerable inventory and handling savings for America's railroads.
In 1942 wheels with cast centers and steel tires were
used on locomotive engine and trailing trucks and in some instances on
passenger cars and locomotive tenders. The steel tire was heat-expanded,
then allow to shrink as it cooled onto a cast wheel center. The wheel centers
were either solid or spoked. In the case of spoked centers either cast
iron or cast steel was used. 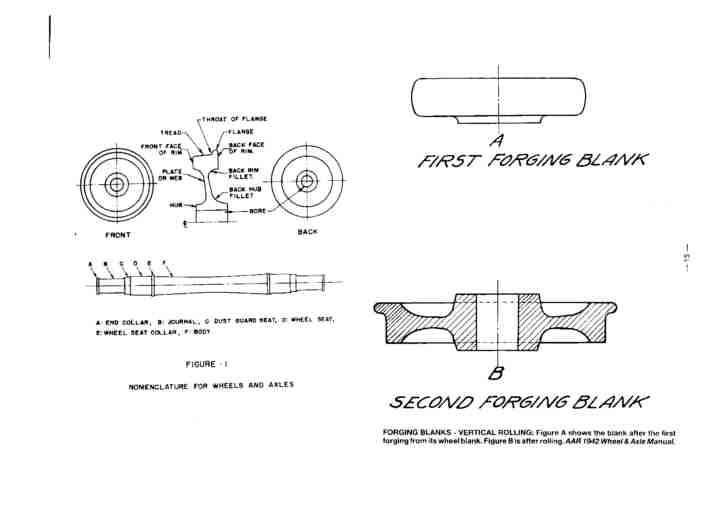
Wrought Steel Wheels
In 1942, wrought steel wheels were becoming increasingly popular.
Wrought steel wheels are classified as multiple wear, one wear or two wear.
In 1942 they were stamped AAR MW, AAR 1W and AAR 2W accordingly on the
back of the rim along with the year made and the manufacturer's brand.
Multiple wear wheels were by then and are still the standard for most passenger equipment. They are classed A, B, or C depending on the hardness of their treads. Which is used depends on whether the trucks are equipped with clasp or disk brakes. Almost all freight cars use clasp brakes. Clasp brakes employ cast iron or composite shoes which act directly against the wheel tread. Disk brakes have separate rotors mounted on either side of the axle inside the wheels and are similar in appearance and operation to automobile front wheel disk brakes.
By 1966 the wheel marks on all cars showed the month, year, manufacturer and wheel class along with a serial number and design code. The manufacturer's make is coded for the plant where the wheel was made. When the firm has multiple plants, a second letter code is used.
For example, the Griffin Wheel Company, which at one time had nine U.S. wheel operations used the code "GC" for their Chicago plant. This plant was no longer in production after 1963, but many of these wheels were still in service long after that date, some perhaps even today on little used equipment. When wheels are mounted on an axle, each hub is permanently stamped with the date, the mounting company - manufacturer or railroad, and a code indicating which shop did the job.
In 1942 multiple wear wrought steel solid wheels were used for electric and diesel-electric locomotive driving wheels, steam locomotive leading, trailing and tender trucks as well as on some freight and almost all passenger cars. Multiple wear wheels then came both untreated and heat treated. AAR specification M-123 covered the aforementioned three classes of heat treated wheels. Class A were those with not more than 0.63% carbon, Class B 0.57-0.67% carbon, and Class C 0.67-0.77% carbon. Class A wheels were used when loads were light. but braking severe and high resistance to thermal cracking was desired. Class C wheels were used where hardness was required to resist shelling. Shelling is where the surface of the tread breaks down and flakes off over a small portion or sometimes entirely around the tread. Class B wheels were a compromise between the characteristics of classes A and C.
By 1968 these classes of wrought steel wheels were further defined. For example, Class AR are Class A wheels with heat treated rims. Class AE are Class A wheels with the entire wheel heat treaded. The "R" is omitted on cast steel wheels and locomotive wheels. Similarly there are BR, BE, CR and CE classes. Class U untreated wheels are not marked with a few exceptions. One and two wear wheels are of lighter design than multiple wear wheels and by 1942 were used under freight cars only. The rim wear limit then for one wear wheels was 1.25 inches minimum. Today, the limit is 1.0 inches. This rule in 1942 didn't permit restoration of the flange or tread to its original contour on a wheel lathe after the rim was worn to the AAR's condemning limit.
Such wheels could be reclaimed, however, by turning them to the contour of multiple wear wheels, which had a thinner flange. Two wear wrought steel wheels had a minimum 2.00 inch thickness standard, which allowed for one restoration to the original contour after the tread or flange had worn to the AAR's limit.
Wrought Steel Wheel Manufacture
Wrought steel wheels in 1942 were made from steel produced by the
open hearth process. The furnace was charged with an appropriate mixture
of pig iron and scrap steel. The melt was heated to a refining temperature,
brought to the proper carbon content, the impurities floated off, manganese
and silicon added, and then poured into ingot molds.
In 1942 there were three ways of forming wrought steel wheels: (1) A large rectangular ingot was rolled down to a bloom about 15 to 18 inches in diameter which was cut either while hot or cold into blocks. Each block was the proper weight for one wheel. (2) A long polygonal cross section cold ingot was cut on a slicing lathe to the proper weight. (3) Each ingot was cast in a truncated cone to the weight for one wheel.
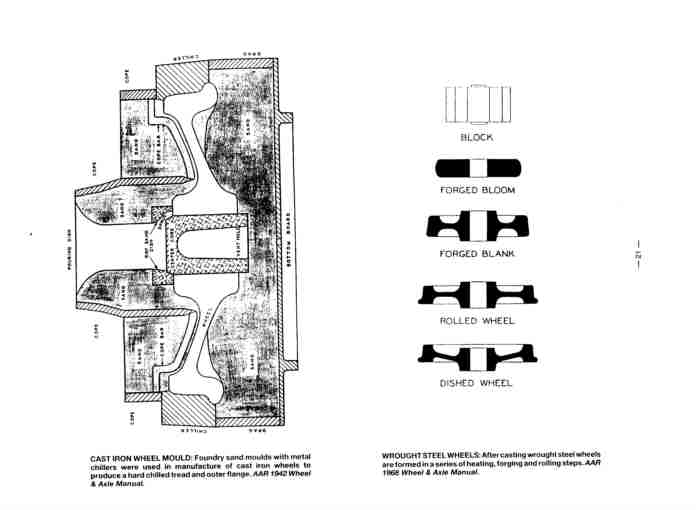
The blocks cut from ingots, or formed as a cone, were slowly and carefully heated and then subjected to a series of die forging operations using powerful�up to 12,500 ton�hydraulic presses. This produced a blank that approximated the finished wheel's cross section, but was smaller in diameter. The flange was then formed in another forging operation.
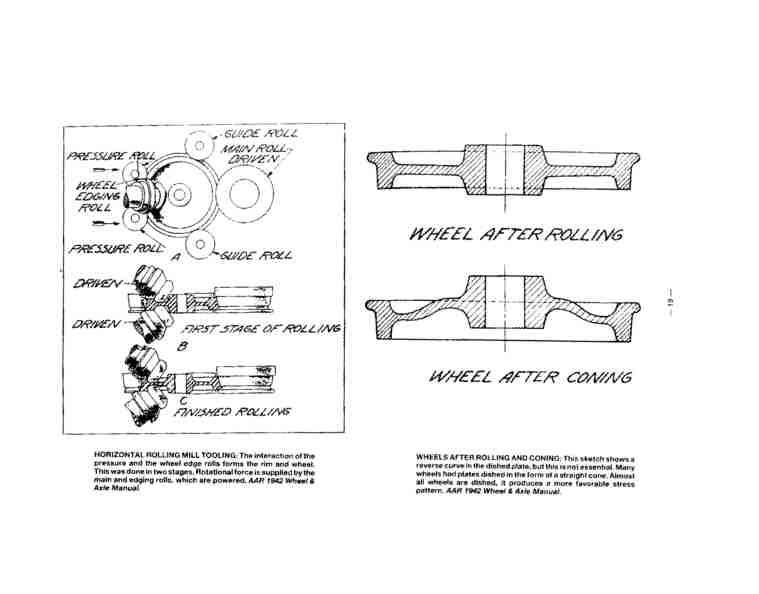
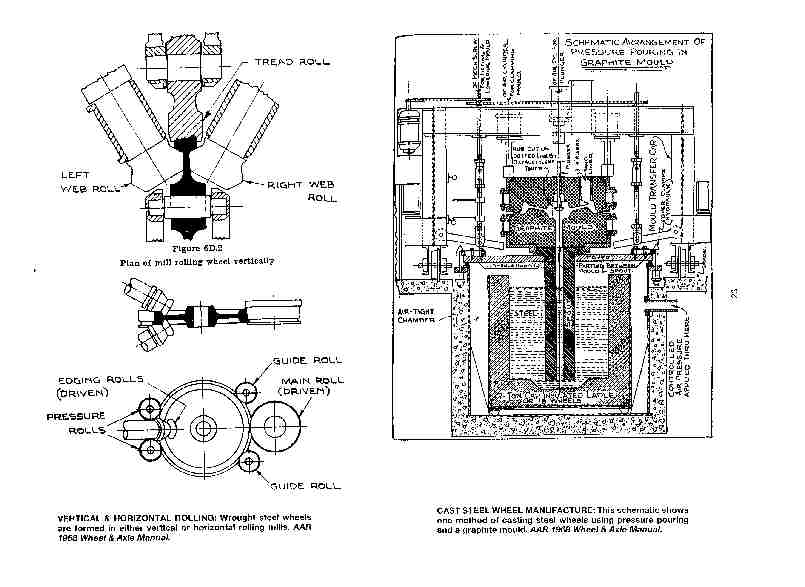
This forging was then either vertically or horizontally rolled. In the rolling mill the diameter of the wheel was increased and it took its final shape. The wheels came from the rolling mill with a flat web (plate) between the hub and rim. The web was then coned (dished) and the rim rounded up in a final press operation without rehashing. Dishing produces a more favorable stress pattern. Hence, almost all wheels were and are dished. Then wheels are allowed to cool under proper conditions to eliminate high stresses. which could cause shatter cracks.
Wheels specified for heat treatment after cooling are reheated to a temperature below the transformation range. Heat treatment for hardening in 1942 was done either by quenching the entire wheel in oil or water, or quenching only the rim in water followed by tempering. The Brinell hardness numbers for a typical 1940 U.S. Steel Corporation manufactured flange were 262 for untreated.340 for rim-toughened, and 331 for oil quenched and tempered. At that time U.S.S. was claiming an average life of 150,000 miles on its one wear lightweight freight car wheels.
In 1942 after final cooling, wrought steel wheels were inspected, machined, and inspected again by the manufacturer. Then the customers inspector checked the wheels before shipment. Today's manufacturing process for wrought steel wheels is similar.
Steel Wheel Defects
Once in service wrought steel wheels had 15 possible operating
defects covered by the 1942 rules. These included: burnt, shattered, spread.
and thin rims; shelled,worn hollow, or built up treads; tread thermal cracks.
and slid flats; worn thin as well as high flanges; and loose or out of
gauge wheels. There were also cracked plates and cracked hubs. Some of
these defects could be remedied by machining, such as flats. Others such
as cracks required immediate condemnation of the wheel. These 1942 defect
categories are much the same in the present AAR rules.. 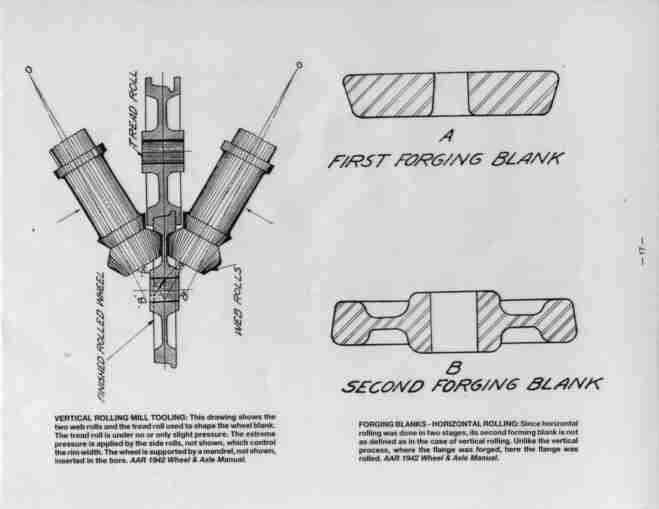
One of the most common operating defects are slid flats, most commonly the result of malfunctioning brake systems, improperly set hand brakes, or emergency stops. A seized axle is another possible cause. In 1942 if the flat on a wrought steel wheel was greater than 2.5 inches for freight cars or 1.0 inches for passenger cars, the wheel had to be removed from service. Today, the standard is 2.0 inches for freight cars and still 1.0 inches for passenger.
The wheel set�two wheels and their axle�had to have the flat spot turned out on a wheel lathe. This could be done provided there was enough rim thickness after turning to exceed the AAR condemning limit. Wheel lathes used in car shops handle a complete wheel set, that is, both wheels and their axle. One wheel is turned at a time.
Cast Steel Wheels
One wear cast steel wheels were still in service on freight cars
in 1942, but their manufacture had recently been discontinued. A "spun"
or centrifugal cast steel wheel had been offered by one manufacturer, the
National Malleable & Steel Casting Company of Cleveland, Ohio. Their
molds consisted of steel rings machined on the inside. In the 1950s cast
steel wheels were again introduced and continue in production to this day.
This new breed of cast steel wheel is made by melting scrap steel wheels and foundry return metal in an electric furnace. The wheels are cast in a mold. The type of mold differs with each manufacturer. One technique uses a permanent graphite mold filled under air pressure, which is automatically controlled to produce a smooth flow of metal.
According to Lans Vail of Shaker Height, Ohio, this process was developed by his late neighbor Edmund Q. Sylvester for the Griffin Wheel Company, now part of Amstead Industries. Mr. Sylvester's process uses an inverted graphite mold in which the molten steel is forced up from beneath. Griffin cast steel wheels have the mark "EQS" cast in every wheel. These are Mr. Sylvester's initials, but also stand for "Electric Quality Steel".
Another manufacturer casts in a composite mold with a metal chiller piece to form the tread using gravity to flow the metal. Cast steel wheels are permitted to solidify in the molds. They are then removed and control cooled either before or after the hub is removed to form a rough bore. Finished cast steel wheels are cleaned with shot-blasting. Cast steel wheels are supplied with either cast, ground or machined treads depending on the manufacturing process.
NYCSHS president Charles M. Smith says, "Aside from the configuration changes, the major difference between the cast steel wheels of the 1930s and those reintroduced in the 1950s is the fact the 'old' wheels were made from steel produced in open hearth furnaces,while the steel in the new wheels is produced in electric furnaces.
If you were to visit two modern plants. one producing cast steel wheels, and the other wrought steel wheels, you would note a considerable difference. The cast steel plant has few workers, and its processes involve continuous casting along with a high degree of automation. The rolled wrought steel wheel manufacturing process still involves many workers.
The Davis one-piece one-wear spun cast steel wheels made by American Steel Foundries of Chicago were one of the old pre-1942 designs. They were prohibited in interchange after January 1, 1978. The last supplier of spun cast steel wheels was Steel, Peach & Tozer of England, who dropped out in the 1950s. SP&T sold primarily to the Canadian railroads".
Cast Iron Wheels
Cast iron wheels go back to earliest days of American railroading,
the 1820s and way before that in England. According to John H. White, Jr.,
transportation curator emeritus of the Smithsonian Institutions, they were
used even before steam railways. Cast iron lacks the strength of steel.
It has excellent compression strength, but is relatively brittle and its
strength under compression is considerably less than steel.
Cast iron wheels were never used in Europe to any great extent. In the days before wrought or cast steel wheels, European railroads used wrought iron instead. According to John White, American-made cast iron was of superior quality to that made overseas. It proved satisfactory in U.S. service, unlike the European experience.
White says in 1930 it was estimated 95% of freight and 25% as passenger car wheels were cast iron. According to the 1940 Car Builders Cyclopedia the freight car percentage was down to 82%. The AAR began to ban cast iron wheels in the 1950s and they were completely gone by 1968. However, it is not impossible to find them on unused cars transferred to maintenance of way service Try getting the FRA and the railroads to move an historic car with just one cast iron wheel set.
The outstanding feature of cast iron wheels was the "hard chilled" flange and tread. Chilling produced a high combined-carbon content of 3.5%, almost steel-like silver-white metal. This was so hard only diamond abrasive wheels could cut it. These hard smooth wearing treads were impossible to machine; they could be reshaped only by grinding. Lans Vail says, "They were harder than a landlord's heart".
Other advantages of the chilled iron wheel, whose hardness was only on the tread and flange, included easily machinable hubs resulting in correct wheel fits and lower machine shop costs. The coefficient of friction between cast iron wheels and cast iron brake shoes was greater than that developed by steel. This meant reduced strain on the brake rigging. Chilled wheels carried heavy loads without any distortion or cold rolling of the surface metal.
The Decline of Cast Iron Wheels
According to the 1940 Car Builders Cyclopedia. the wrought steel
railroad wheel introduced in 1908 by the Forged Steel Wheel Company of
Butler, Pennsylvania, later part of ARMCO (American Rolling Mill Company),
was superior to cast iron. But they cost more than twice as much. In 1908,
this was $19 per wheel versus $9. When the millions of car wheels in service
are considered, it's obvious conversion to wrought steel could not happen
quickly. The exception was passenger car wheels, where safety was a more
important consideration than cost.
Perhaps the cast iron wheel manufacturers saw the threat of the wrought steel wheel when they were introduced in 1908. It was that year that some 50 of them, American and Canadian, formed the Association of Chilled Car Wheels headquartered in Chicago. In 1940, the association represented a capacity to cast 20,000 wheels per day.
Ultimately, it was the growth in freight car weights and in train speeds that caused the cast iron wheel to be phased out. The cast iron wheels could not absorb the brake heat build-up and braking stresses, nor were they as strong as steel. Such wheels were considered brittle, hence one of the reasons freight trains were operated at lower speeds in extremely cold weather.
Many, but not all cast iron wheels can be identified by the beautifully spiraling ribs know as "brackets" on their back sides. The brackets added strength to the wheel's flange and to the plate supporting the rim. Charlie Smith says most. but not all cast iron wheels made after 1920 had brackets. The spiraled brackets are not found on steel wheels. Charlie tells us cast iron wheels were outlawed for newly constructed cars in 1958. They were banned for replacement on existing cars in 1964, but remained acceptable in interchange until 1968.
Charlie provides these specific dates regarding the use of cast iron wheels: August 1, 1948 cast iron double plate (a hollow wheel) wheels were prohibited in interchange. On January 1, 1952 cast iron single plate nonbracketed (without ribs) wheels were prohibited from interchange. As of January 1, 1958, no cast iron wheels could be applied to new or rebuilt cars. On January 1 1964 no more new cast iron wheels were to be applied to existing cars. And. on January 1. 1968 all cast iron wheels were prohibited in interchange.
NYC veteran Richard Borsos of Northville, Michigan with 48 years railroad experience. tells us of the importance of the 1964 date. It permitted replacing cast iron wheels with steel wheels, and billing for the same. which were more expensive. Before then, the interchange rules permitted such replacement, but the replacing railroad could only bill for the less expensive cast iron wheels.
As already said. just try to move a car with cast iron wheels today. In 1996 it is also difficult to get approval to move friction bearing equipped historic cars. which in 1942 were almost universal and continued so into the 1960s. In 1942 it was only some of the newer passenger cars and a few diesel locomotives or modern steam engines and tenders that had the considerably more expensive roller bearing journals. Today they are universal.
Cast Iron Wheel Manufacture
The manufacture of cast iron wheels. sometimes called chilled tread
wheels was controlled by AAR and railroad specifications to produce a 3/4
inch or more deep chill at the center of the tread. Raw materials included
scrap wheels, new scrap, and pig iron. New scrap consists of sprues, 'over
iron" from a previous cast, and rejected new wheels. It's interesting
to note that cast iron wheels that had been in a building fire were considered
unfit for service. This was because the fire might have drawn out the chill.
Each cast iron wheel was poured in its individual sand mold. with a machined metal "chiller" band forming the tread and outer flange. The chiller band preserved the high combined carbon content in the molten iron during the rapid cooling of the tread and flange. This formed "white iron", referred to as the "chill", which was so hard it could not be machined with ordinary cutting tools. The non-chilled cast iron hubs, plates and inner rims were of gray iron, that is, the carbon had formed a "spongy" graphite grain structure. These gray iron sections were easily machined.
After casting, iron wheels were allowed to gradually cool to set. Then the wheels were removed from the mold. The pouring head or sprues were knocked off and the wheels placed in an annealing pit" as soon as possible. Annealing pits were covered vertical cylinders usually of heavy boiler steel and lined with insulating blocks.
Typically. a pit would hold 24 to 26 wheels. The wheels were left in the air-tight pits for one to three days to cool gradually. They were then cleaned, weighed, inspected and taped. Taping determines the circumference of the wheel and is done approximately mid-tread based on AAR specifications. This is done so wheels placed on the same axle can be matched.
Cast Iron Defects
The AAR rules covering operating defects on cast iron wheels were
separate from those governing wrought steel wheels. The cast iron defects
included tread problems such as brake burn cracks and brake burn comby
(similar to shelling), slid flat, flat comby, shell-out, seams, worn-through
chill. out of round, and hollow tread.
All cast iron wheels are slightly out of round due to the nature of cooling after the casting process. In 1883 wheels 1/32 inch out of round were unacceptable. By 1939 this tolerance was 1/64 inch. Cast iron flange defects included chipped, and thin or vertical flanges. Other defects were burst (cracked) hub, cracked plate, broken rim, and loose or out of gauge wheels.
AAR Wheel Rules in General
The AAR rules in 1942 and those of today define a number of different
standard gages to be used in determining whether wheels (and axles ) meet
specifications. The rules require new wheels on the same axle to be of
the same tape size. Second hand wheels must match within one tape size.
New wheels must not be mated with second hand wheels. Wheels of different
manufacturers class or plate shape must not be mounted on the same axle.
The exception to mixed manufacturers is Amtrak, for whatever reason. And.
you can't have cast steel and wrought steel wheels on the same wheel set.
If for any reason a wheel is dismounted from an axle. then the other wheel must also be dismounted regardless of condition. The axle then must be treated under the rules as a second hand dismounted axle. Mounting and dismounting wheels on and off their axles is done with a powerful hydraulic press.
As of 1987 wrought steel wheels manufactured by ARMCO, formerly American Rolling Mills. cannot be remounted. This is also true of certain Griffin wheels manufactured between 1960 and 1963, and some Abex cast steel wheels made before 1969. Wheels cannot be painted or otherwise coated with heavy materials, since this would hide defects.
Some Wheel Anecdotes
Charlie Smith says, "Interestingly, the dollar hungry Russians
are currently attempting to market railroad wheels in the United States.
And, there's a story that the Japanese a few years back more than literally
'dumped' wheels on the U.S. market. When Japan was importing coal on its
ships from Norfolk, Virginia, they used steel railroad wheels to ballast
their ocean going freighters. This 'ballast' was dumped dockside when the
ships arrived at Norfolk. Just somehow, these wheels reached the U.S. market,
perhaps as partial payment for the coal."
Fred Markley of Springfield, Ohio, who asked the original question about trailing truck wheels adds this. Fred says, "After boosters were removed if you got a real rough ride, it was generally because the trailers were shelled out. My guess of the cause was absentminded engineers leaving the booster cut in long after it reached the maximum speed it was intended for. The booster was a fine device, but often misused."
Please send your questions and answers to Bob Cosgrove, Tack Board Editor, 1424 Iroquois Avenue, Detroit, Michigan 48214-2716. In writing to the Tack Board. Please include your return address.
(Return to Rail Page)
(Return to Home Page)